What Spark Erosion can offer you
Spark EDM — also known as die-sink or ram EDM — is an electro-thermal machining process in which a shaped electrode is used to erode precise cavities and forms into a conductive workpiece. Material removal occurs through a rapid succession of controlled electrical discharges between the electrode and the workpiece, separated by a small gap filled with dielectric fluid. No mechanical contact takes place at any stage of the process.
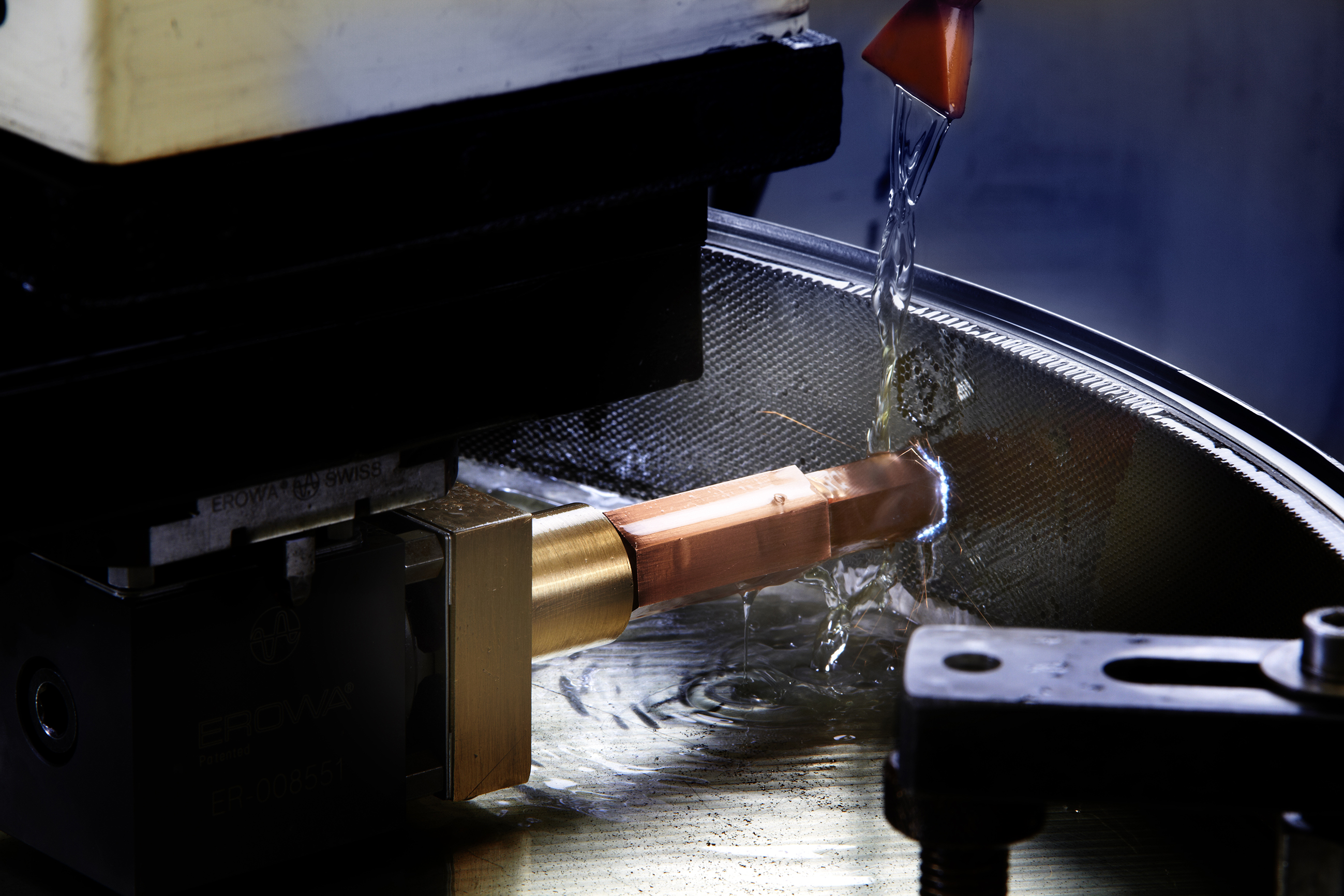
The electrode, typically machined from copper or graphite, is brought close to the workpiece and a voltage is applied across the gap. When the voltage is sufficient to overcome the dielectric resistance, a spark discharges and vaporises a minute amount of material from both the workpiece and the electrode. Repeating this process thousands of times per second progressively erodes the workpiece to the precise inverse form of the electrode.
Because there is absolutely no cutting force involved, Spark EDM is the process of choice for components where rigidity cannot be assumed — thin walls, fragile geometries, hardened or pre-finished surfaces, and complex 3D forms are all processed without risk of distortion or stress introduction. The process is equally effective on hardened and un-hardened materials, meaning components can be fully heat-treated before machining if required.
Spark EDM excels at producing features that are physically impossible with rotary tooling: blind pockets with sharp internal corners and base radii below 0.1 mm, deep narrow slots, complex 3D die cavities, and intricate detail in components used in turbine blade tooling, fuel system dies, injection mould tooling and aerospace structural parts.
Several of our Spark EDM machines are equipped with Zero Wear technology — an advanced generator setting that dramatically reduces electrode wear during the erosion cycle. In conventional Spark EDM, the electrode degrades progressively as material is removed from the workpiece, requiring multiple electrodes to complete a single feature and introducing the risk of dimensional drift between roughing and finishing stages. Zero Wear technology minimises this degradation, allowing a single electrode to maintain its form throughout the process. The result is improved dimensional consistency, reduced electrode consumption, lower cost per part, and shorter lead times — particularly beneficial on complex or deep cavities where electrode replacement would otherwise be unavoidable.
Our machines also incorporate Rib Technology, specifically developed for the erosion of very thin, tall, and delicate rib features — the kind of fine internal walls and blade-like projections found in aerospace turbine components, fuel system housings, and precision tooling. Conventional Spark EDM on thin rib features carries a significant risk of electrode or workpiece deflection, which introduces taper, poor surface finish and dimensional error. Rib Technology uses adaptive generator control to modulate the discharge energy in real time, preventing the build-up of forces that would otherwise cause deflection. This allows ribs with aspect ratios and wall thicknesses that would be unachievable through conventional means to be eroded accurately and repeatably, even in hardened materials.
At Electro Discharge Ltd our Spark EDM operations are supported by fully in-house electrode design and manufacture, CAD/CAM programming, and inspection. We work directly from customer drawings and 3D data, producing electrodes and eroding components under the same roof — with no subcontracting, no delays and no loss of quality control. All work is carried out within our AS9100 Rev D and NADCAP accredited quality management system.